





ERW vs LSAW is a common comparison in industrial piping systems, especially when selecting longitudinally welded steel pipes for oil and gas transmission, municipal pipeline networks, structural engineering, water conveyance, and energy infrastructure.
ERW steel pipes and LSAW steel pipes are the two most widely used types of welded steel pipes in these applications.
Although both are classified as welded steel pipes, they exhibit significant differences in manufacturing processes, weld configurations, dimensions, pressure-bearing performance, and project applications.
For engineering contractors, purchasers, and project designers, a clear understanding of the differences between ERW and LSAW pipes is crucial for controlling project costs, enhancing pipeline safety, and meeting engineering specifications.
This article provides a comprehensive comparison of ERW and LSAW steel pipes, covering production methods, dimensional specifications, mechanical properties, API 5L applications, and cost considerations.
What Is ERW Pipe?
ERW (Electric Resistance Welded Pipe) refers to high-frequency resistance-welded steel pipe. It is manufactured through continuous roll forming, in which steel coils are gradually rolled into round tubes, and the edges of the steel strip are instantly heated using high-frequency current to complete the weld under pressure.
Unlike traditional fusion welding, the ERW welding process typically does not require filler material, resulting in high welding efficiency and fast production speeds, making it suitable for large-scale continuous production.
Due to their consistent dimensional accuracy and relatively low production costs, ERW steel pipes are widely used in:
- Water distribution systems
- Fire sprinkler systems
- Building structural engineering
- Medium- and low-pressure fluid conveyance
- Urban gas pipeline networks
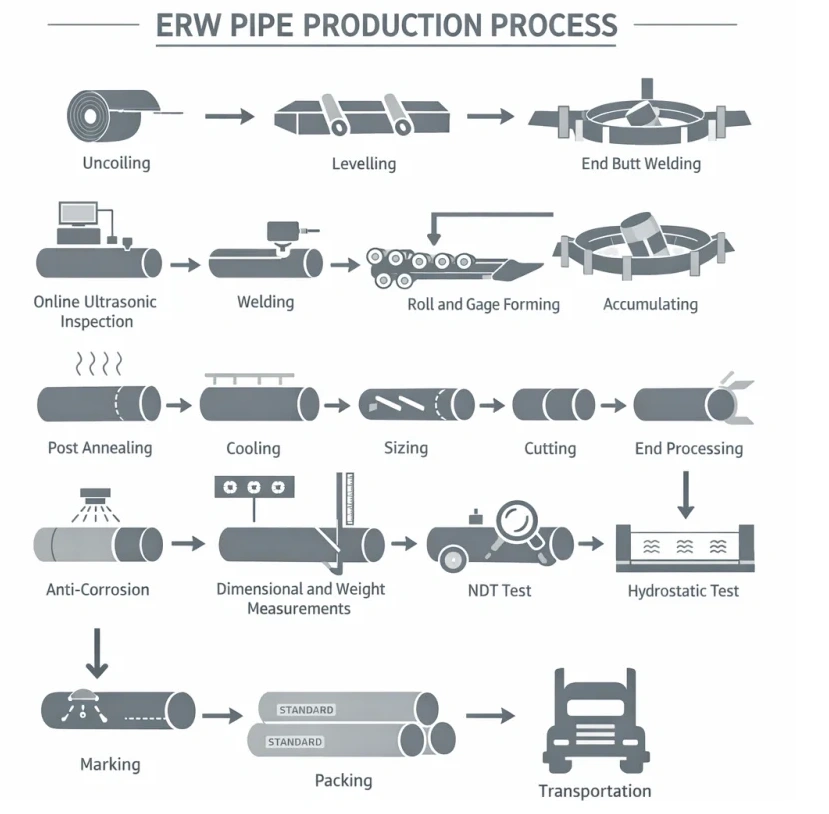
ERW Pipe Manufacturing Process
The manufacturing process for ERW steel pipes is highly continuous and automated, with its core advantages lying in high production efficiency and consistent dimensional control.
What Is LSAW Pipe?
LSAW (Longitudinal Submerged Arc Welded Pipe) refers to steel pipes manufactured using the longitudinal submerged arc welding process. These pipes are typically made from medium- to heavy-gauge steel plates, which are gradually rolled into circular tubes using JCOE or UOE forming processes, and then welded using submerged arc welding technology.
Compared to ERW steel pipes, LSAW steel pipes typically offer:
- Larger diameters
- Thicker wall thicknesses
- Higher pressure-bearing capacity
- Greater weld reliability
As a result, they are widely used in:
- Long-distance oil and gas transmission pipelines
- Offshore platform projects
- High-pressure transmission systems
- Large-scale infrastructure projects
- Piling and bridge engineering
In applications involving high pressure, large diameters, and thick walls, LSAW steel pipes typically offer significant advantages.
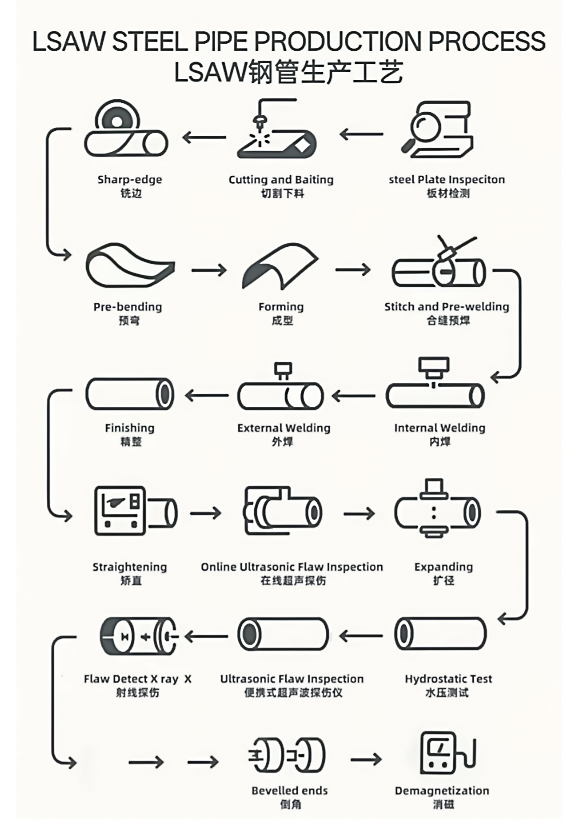
LSAW Pipe Manufacturing Process
The manufacturing process for LSAW steel pipes is more complex and places higher demands on equipment capabilities and weld quality control.
LSAW steel pipes are typically produced using:
- JCOE forming
- UOE forming
Through multiple stages of progressive rolling, the steel plate is ultimately formed into a cylindrical structure.
ERW vs LSAW Pipe: Key Differences
| Comparison Item | ERW Pipe | LSAW Pipe | Technical Analysis |
| Full Name | Electric Resistance Welded Pipe | Longitudinal Submerged Arc Welded Pipe | Both are longitudinal welded pipes, but the welding principles are completely different |
| Raw Material | Steel Coil | Steel Plate | ERW is more suitable for continuous mass production, while LSAW is ideal for thick-wall large-diameter manufacturing |
| Forming Method | Continuous Roll Forming | JCOE / UOE Plate Forming | LSAW forming equipment requires much higher forming force and is designed for heavy-duty projects |
| Welding Process | High Frequency Welding (HFW) | Submerged Arc Welding (SAW) | LSAW provides deeper weld penetration and more stable weld quality |
| Filler Metal Usage | ❌ Not Required | ✅ Required (Welding Wire & Flux) | LSAW weld seams are generally thicker and stronger |
| Weld Seam Characteristics | Narrow weld seam with low reinforcement | Wider weld seam with deeper penetration | ERW offers smoother appearance, while LSAW focuses more on strength |
| Common Outside Diameter Range | 1/2″–24″ | 16″–60″+ | LSAW has clear advantages in large-diameter applications |
| Thick Wall Capability | Moderate | Excellent | Thick-wall high-pressure projects usually prefer LSAW |
| Pressure Resistance | Medium to Low Pressure | High Pressure | Long-distance oil & gas transmission pipelines typically use LSAW |
| Dimensional Accuracy | High | High | ERW generally provides better roundness and dimensional consistency |
| Production Efficiency | Very High | Medium | ERW is a high-speed continuous production process |
| Manufacturing Cost | Lower | Higher | LSAW requires more expensive steel plate and welding processes |
| NDT Requirements | UT / Eddy Current Testing | UT / RT / Hydro Test | LSAW projects usually require stricter inspection procedures |
| Common Steel Grades | ASTM A53 Gr.B, API 5L X42/X52 | API 5L X65/X70/X80 | Higher-grade long-distance pipelines are more common with LSAW |
| Typical Applications | Fire Sprinkler, Water Pipe, Structural Tube | Oil & Gas, Offshore, Piling | The application scenarios are significantly different |
| Offshore Suitability | Moderate | Excellent | Offshore projects generally prefer LSAW |
| Long-distance Transmission Capability | Moderate | Excellent | LSAW performs better in high-pressure long-distance transmission |
| Production Investment | Lower | Very High | LSAW production lines require significantly higher capital investment |
| Typical Project Type | Commercial / Structural Projects | Energy Infrastructure Projects | The two products serve different industrial markets |
ERW vs LSAW Pipe Size Ranges
| Type | OD Range | Wall Thickness | |
| ERW Pipe | 1/2″–24″ | 21.3 mm – 610 mm | SCH 10–SCH 80 |
| LSAW Pipe | 16″ – 60″+ | 406 mm – 1500+ mm | Up to 60 mm or above |
ERW vs LSAW Mechanical Properties & Pressure Performance
Mechanical Strength Differences Between ERW and LSAW Pipe
In terms of base material, both typically use the same grade of steel, such as:
- API 5L X42 / X52 / X65 / X70
- ASTM A106 Gr. B
- ASTM A53 Gr. B
| Item | ERW Pipe | LSAW Pipe |
|---|---|---|
| Yield Strength | Depends on steel grade | Depends on steel grade |
| Tensile Strength | Generally similar | Generally similar |
| Base Metal Consistency | High (continuous coil rolling) | Medium to high (batch plate production) |
There is little difference in the strength of the base materials; the real difference lies in the “weld zone.”
How Weld Seams Affect Pipe Performance
The key difference between ERW and LSAW essentially lies in the microstructure and stability of the weld zone.
ERW (high-frequency resistance welding) welds are characterized by a narrow weld bead and a small heat-affected zone (HAZ). Their advantages include a relatively uniform weld microstructure and high dimensional stability, making them suitable for standardized continuous production.
LSAW (submerged arc welding) uses welding wire and flux to perform multi-pass or double-sided welding, resulting in greater penetration and more thorough heat input.
While the weld zone is wider, the microstructure is more stable, offering superior performance—particularly in terms of low-temperature impact toughness and in thick-walled structures—making it more suitable for high-pressure and heavy-duty applications.
ALLLAND Steel Pipe specializes in the production of ERW and thick-walled LSAW steel pipes. By utilizing double-sided submerged arc welding (Double-Sided SAW) and automated welding systems, combined with laser tracking inspection technology, the company achieves approximately 98.7% uniformity in weld penetration, ensuring the consistency and reliability of welds in high-grade API 5L pipeline projects.
Pressure Performance Under Different Service Conditions
Pressure-bearing capacity is primarily influenced by three factors:
- Wall Thickness
- Weld Integrity
- Outer Diameter (OD)
ERW——Medium Pressure System
ERW steel pipes are more suitable for medium- and low-pressure systems.
Their advantages include high production efficiency, low cost, and good dimensional consistency, making them widely used in water supply systems, fire protection networks, medium-pressure gas systems, and general industrial transmission pipelines.
LSAW——High Pressure Pipeline Solution
LSAW steel pipes are designed for higher-pressure applications.
Thanks to their ability to accommodate greater wall thicknesses (up to 50 mm or more) and their deep penetration weld structure, they offer superior stability under conditions of high-pressure fluctuations and long-distance transportation.
Typical applications include long-distance oil and gas pipelines, high-pressure natural gas systems, subsea pipelines, and high-grade API 5L X65–X80 projects.
ERW vs LSAW Pipe Standards & Material Grades
Common ERW Pipe Standards
ERW (Electric Resistance Welded) steel pipes are commonly used in medium- and low-pressure transmission systems and structural engineering; therefore, the standards governing their manufacture are primarily general-purpose pipeline and structural pipe standards.
Common standards:
- API 5L
- ASTM A53
- ASTM A500
- ASTM A795
ERW steel pipes offer the advantages of low cost, high efficiency, and a range of sizes covering small to medium diameters. As a result, they are primarily used in the following fields:
Fire Protection (Fire Protection Systems)
o Such as sprinkler systems
o Common standards: ASTM A795 / ASTM A53
Structural Use
o Such as steel structure supports, building frames, and mechanical structural tubing
o Common standards: ASTM A500
Water Transmission
o Municipal water supply, industrial circulating water
o Common standards: API 5L / ASTM A53
Common LSAW Pipe Standards
LSAW (Longitudinal Submerged Arc Welded) steel pipes are primarily used in energy transmission and heavy-duty engineering projects; therefore, the standards system is geared toward applications with high-pressure and high structural safety requirements.
Common standards:
- API 5L
- ASTM A53
- ASTM A500
- ASTM A795
The core advantages of LSAW steel pipes lie in their large-diameter and thick-walled capabilities, as well as their high weld strength, making them widely used in the following high-end engineering applications:
Offshore (Offshore Engineering)
o Offshore platforms, subsea pipelines
Oil & Gas (Oil and Gas Transportation)
o Long-distance oil and gas transmission pipelines
o High-pressure natural gas pipelines (API 5L PSL2 / X65–X80)
Piling (Piling Projects)
o Bridge foundation piles, port engineering piles
ERW vs LSAW Pipe Common Steel Grades
| Category | ERW Pipe Common Grades | LSAW Pipe Common Grades |
| Line Pipe (Oil & Gas) | API 5L Grade BAPI 5L X42 / X52 | API 5L X52 / X60 / X65 / X70 / X80 PSL2 High Grade Line Pipe Steel |
| Structural Pipe | ASTM A500 Grade A / B / C | EN 10219 S275 / S355 |
| General Purpose Pipe | ASTM A53 Grade B | — |
| Fire Protection Pipe | ASTM A795 Grade A / B | — |
| Piling / Foundation | — | ASTM A252 Grade 2 / Grade 3 |
ERW vs LSAW Pipe in API 5L Pipeline Projects
In API 5L pipeline engineering projects, the selection between ERW (Electric Resistance Welded) and LSAW (Longitudinal Submerged Arc Welded) pipes is not a simple “cost vs. strength” comparison, but rather a systematic decision closely tied to the project’s operating environment and PSL classification requirements.
In modern oil and gas pipeline design, an increasing number of projects emphasize lifecycle integrity rather than just initial procurement costs.
ALLLAND Steel Pipe Factory possesses comprehensive engineering supply capabilities across its ERW and LSAW product lines, capable of meeting all-scenario demands ranging from urban pipeline networks to energy-grade pipelines.
Through the use of high-frequency welding control systems and in-line quality inspection equipment, we ensure consistent weld quality even during high-volume production of ERW products.
We utilize proven JCOE forming and submerged arc welding processes, complemented by UT/RT inspection and hydrostatic testing systems, ensuring our products meet the requirements for LSAW pipes under API 5L PSL 2 and high-grade oil and gas projects.
They are particularly suitable for long-distance transmission pipelines and offshore engineering projects.
ERW vs LSAW Pipe for Onshore and Offshore Pipelines
In onshore pipeline projects, ERW steel pipes are widely used, particularly in gathering lines and urban gas distribution networks.
These projects typically involve medium- to low-pressure systems with short or segmented transmission distances, and place greater emphasis on cost and construction efficiency. Since ERW pipes are produced through continuous forming of steel coils, they offer high efficiency and excellent dimensional consistency, making them ideal for large-scale onshore pipeline network construction.
In contrast, for offshore and subsea pipeline projects, where conditions are more severe—including seawater corrosion, low-temperature environments, and dynamic loads—LSAW steel pipes are generally preferred. For example, in transmission systems connecting offshore platforms to onshore terminals, LSAW pipes are prioritized due to their higher safety margins and weld reliability.
ERW vs LSAW Pipe in API 5L PSL1 and PSL2 Requirements
In the API 5L system, PSL 1 and PSL 2 represent two entirely different quality control levels:
| API 5L PSL Level | Description | Key Requirements |
| PSL1 | Basic quality requirements, suitable for general service conditions | Standard chemical composition control, basic mechanical property requirements, no mandatory impact testing, basic NDT requirements |
| PSL2 | Higher quality requirements with stricter control | Strict chemical composition limits, mandatory impact testing (Charpy V-notch), enhanced non-destructive testing (NDT), tighter control on mechanical properties and traceability |
In actual API 5L pipeline projects, electric resistance welded (ERW) pipes are more commonly used in PSL 1 and standard PSL 2 applications, where cost-effectiveness, dimensional consistency, and stable batch production are the primary considerations.
Due to their coil-based continuous manufacturing process, ERW pipes are widely used in urban gas distribution networks, industrial water supply systems, and medium-pressure transmission pipelines. Such projects typically operate under relatively mild operating conditions, prioritizing cost-effectiveness and installation efficiency over resistance to extreme environments.
In contrast, LSAW steel pipes are more widely used in PSL2-class projects, which have stricter requirements for structural reliability and weld integrity. They are particularly suitable for:
- Transnational oil and gas pipelines
- High-pressure natural gas transmission
- Low-temperature or high-risk environments
This process can accommodate thicker pipe walls, making it better suited for demanding long-distance and offshore pipeline systems.
Cost Difference Between ERW vs LSAW Steel Pipe
ERW steel pipes use steel coils as raw material, making them suitable for continuous production with high material utilization, resulting in lower overall costs.
In contrast, LSAW steel pipes use steel plates, typically sourced from higher-grade wide and thick plates. Especially in high-grade projects such as API 5L PSL2 or X65–X80, these pipes require higher standards for material purity, toughness, and thickness, leading to higher raw material costs.
In terms of manufacturing processes, ERW utilizes high-frequency resistance welding (HFW), which offers high production efficiency and low welding costs; in contrast, the LSAW process is more complex, involving JCOE/UOE forming, submerged arc welding, and multiple inspection procedures, resulting in relatively slower production speeds and higher overall manufacturing costs.
Consequently, ERW is better suited for cost-sensitive projects such as urban pipeline networks and general industrial piping, while LSAW is primarily used for long-distance oil and gas transmission, offshore engineering, and high-pressure energy infrastructure. Although LSAW is more expensive, it offers greater safety and structural reliability.
Conclusion
Both ERW and LSAW steel pipes are commonly used longitudinally welded pipes under standards such as API 5L, but they are suited for different applications.
ERW steel pipes are better suited for small- to medium-diameter, cost-sensitive general engineering projects, offering high production efficiency and cost-effectiveness; whereas LSAW steel pipes are more suitable for large-diameter, thick-walled, and high-pressure long-distance pipelines, providing superior weld quality and pressure-bearing capacity.
When selecting the appropriate pipe type, a comprehensive assessment should be made based on project pressure, dimensional specifications, operating environment, and cost, rather than simply comparing which is “better.”
FAQ
Is LSAW pipe stronger than ERW pipe?
Generally speaking, LSAW steel pipes offer higher weld quality and more consistent overall strength in large-diameter and high-pressure applications, making them more suitable than ERW pipes for demanding conditions.
Can ERW pipe be used for oil and gas transmission?
Yes, but it is typically used for transporting oil and gas at medium and low pressures; LSAW or seamless steel pipes are more commonly used for high-pressure or long-distance pipelines.
Why is LSAW pipe more expensive?
Because the raw material is steel plate, which is more expensive, the manufacturing process is more complex, and the inspection requirements are stricter, the overall manufacturing cost is higher than that of ERW.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}