




What is AWWA C213 Pipe Coating?
AWWA C213 is a standard for anti-corrosion coatings on steel water pipelines established by the American Water Works Association (AWWA); its full designation generally refers to:
Specification for Fusion-Bonded Epoxy (FBE) Coating for Steel Water Pipelines
This standard primarily specifies the application requirements, material properties, and quality inspection methods for the external or internal anti-corrosion coating of steel pipelines used for drinking water and water transmission.
This pipeline standard applies to both internal and external coatings; however, since the coating must be suitable for direct contact with drinking water, it is typically used as an internal coating. Within the industry, this standard is also known as the “Drinking water internal FBE coating standard.”
AWWA C213 Pipe Overview
The AWWA C213 FBE coating system is not merely a single coating product, but a comprehensive engineered anti-corrosion system encompassing materials, application processes, structural design, and inspection; its core objective is to provide long-term, stable corrosion protection for steel water pipelines.
Overview of Fusion Bonded Epoxy (FBE) in AWWA C213 Pipe Coating
Fusion Bonded Epoxy (FBE) is a dry powder coating applied to preheated steel surfaces.
When exposed to high temperatures, the powder melts, flows, and chemically bonds to the pipe surface, forming a continuous protective layer.
AWWA C213 Pipe Coating System Structure (FBE Coating Layers)
Under AWWA C213, FBE coatings typically fall into either single-layer or dual-layer system configurations:
Single-Layer FBE System (AWWA C213 Standard Coating)
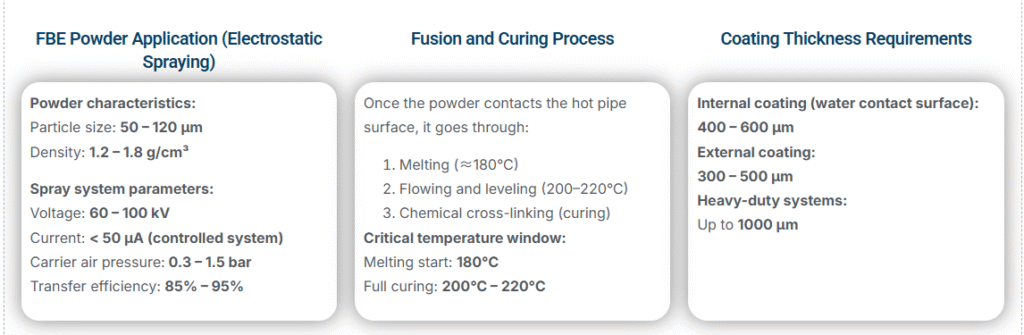
Typical coating thickness: 300 – 500 μm (0.3 – 0.5 mm)
Dual-Layer FBE System (Enhanced Protection System)
For special operating conditions (such as high abrasion or HDD crossings): Total thickness can reach 500 – 1000 μm.
The focus of coating thickness control is on uniformity, adhesion, and system reliability, rather than simply increasing the thickness.
AWWA C213 Pipe Coating Application Process
AWWA C213 imposes very strict requirements on the application process; the typical procedure is as follows:
1. Surface Preparation
Standards: SSPC-SP10 / NACE No.2
The steel pipe must undergo abrasive blasting to achieve an Sa 2.5 grade (Surface roughness: 50–100 μm or 2.0–4.0 mil (adjusted based on FBE powder type); free from oil, mill scale, and rust residue.), thoroughly removing mill scale, oil, and rust.
2. Pipe Preheating
The steel pipe is heated to the specified temperature using induction or gas heating in preparation for the FBE coating(Typical range: 190°C – 250°C; common control setpoints: 200°C – 230°C).
3. FBE Powder Application
Epoxy powder is uniformly applied to the surface of the heated steel pipe using electrostatic spraying equipment.
4. Fusion and Curing
The powder rapidly melts and cures under high heat, forming a uniform, continuous coating.
5. Quality Inspection
Includes:
- Holiday detection
- Coating thickness measurement
- Adhesion testing
- Visual inspection
Applications of AWWA C213 Pipe Coating
This is the primary application area for AWWA C213.
In U.S. municipal water supply infrastructure projects, FBE (Fusion-Bonded Epoxy) coated steel pipes are widely used for long-distance transmission mains and municipal water supply networks. Given the stringent requirements for long-term operational reliability and drinking water safety, the coating system typically must comply with:
- American Water Works Association (AWWA) C213 standard for corrosion protection of drinking water pipelines
- Coating thickness controlled at approximately 300–500 μm with guaranteed uniformity
- 100% holiday detection to ensure freedom from pinhole defects
It also features good compatibility with cathodic protection systems, ensuring a design service life of 30–50 years.
In projects such as municipal water transmission and pipeline networks, we have participated in the supply and application of FBE-coated steel pipes, with products selected to meet requirements for long-term corrosion resistance and the safe operation of drinking water systems.
- Long-distance water transmission pipelines from reservoirs to water treatment plants
- Inter-city, cross-regional water transfer projects
- Includes piping within the water treatment plant and for associated facilities.
- Treated water transmission and distribution pipelines for the water treatment plant
- Pressurized inlet and outlet piping systems for pumping stations
This is one of the most typical application environments for AWWA C213.
- Municipal underground water supply main networks
- Replacement and rehabilitation projects for aging buried pipelines
Application Logic Summary
✔ “Water Systems”
For water use only; not for oil or gas
✔ “Buried/Long-term Operation”
Emphasizes service life and stability
✔ “High-Reliability Engineering”
Primarily for municipal engineering and infrastructure projects
Why AWWA C213 is Widely Used in Water Projects
Designed specifically for drinking water systems
AWWA C213 was developed by the American Water Works Association specifically for corrosion protection systems for drinking water transmission pipelines, and is suitable for municipal water supply projects.
Stable long-term underground anti-corrosion performance
The FBE coating features a dense barrier structure that effectively resists soil corrosion, making it suitable for water transmission projects with a design life of 30–50 years.
Compatible with cathodic protection systems
The C213 coating works in tandem with cathodic protection systems to reduce the risk of electrochemical corrosion and extend the overall service life of the pipeline.
High-Integrity Coating Quality Control
Ensures a pinhole-free finish through spark testing and thickness control (approximately 300–500 μm), making it suitable for high-reliability municipal engineering projects.
Lower Total Life-Cycle Cost
Under the AWWA C213 standard, FBE-coated steel pipes—when installed according to specifications and used in typical buried service conditions—offer: ✔ A typical design life of 30–50 years.
Although the initial investment is higher, these pipes significantly reduce long-term maintenance and replacement costs, making them widely used in municipal infrastructure.
FAQ
What is AWWA C213 pipe coating used for?
It is used for FBE anti-corrosion coating on steel water pipelines.
Is AWWA C213 suitable for drinking water?
Yes, it is designed specifically for potable water systems.
What is the typical thickness of AWWA C213 coating?
Usually between 300–500 microns.
How is AWWA C213 different from 3LPE?
C213 is used for water pipelines with FBE coating, while 3LPE is mainly used in oil and gas pipelines.




{kind=link}
{kind=link}
{kind=link}
{kind=link}