




In many pipeline projects, we must consider one key issue: corrosion. For modern industrial pipelines, the service life and transport efficiency of steel pipes often depend on the coating applied to their inner walls.
ALLLAND STEEL PIPE offers a variety of internal pipe coating solutions, including Liquid Epoxy, FBE internal coating, Flow Efficiency Coating, and cement lining.
Guided by the philosophy of “Craftsmanship in Steel, Smart Manufacturing for the Future,” ALLLAND STEEL PIPE has independently developed a dual-effect corrosion protection system combining “3PE + cathodic protection,” which can extend the service life of pipelines to 50 years.
This article will explain how to choose an internal pipe coating, highlighting the advantages of ALLLAND STEEL PIPE.
What Is Internal Pipe Coating
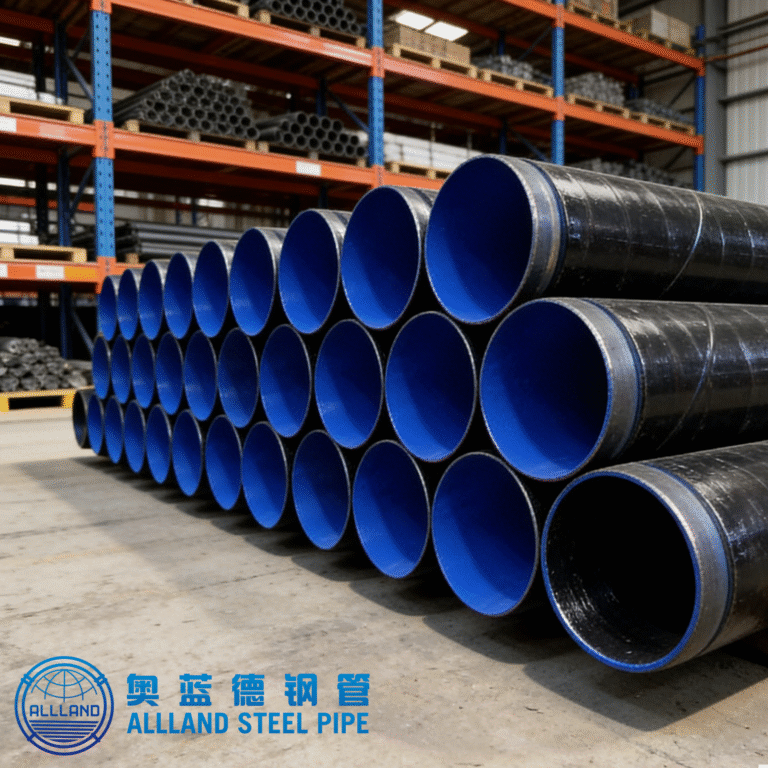
Internal pipe coating refers to the application of a protective or functional material to the inner surface of steel pipes, primarily to protect the pipes from corrosion and extend their service life.
This is critical in industries such as oil and gas transportation, water supply and drainage, and chemical processing, particularly for steel pipe products such as API 5L, LSAW, ERW, and seamless pipes.
Common Types of Internal Pipe Coatings
Different internal pipe coatings have their own advantages and disadvantages in terms of corrosion resistance, suitability for specific operating conditions, and cost.
The following are several types of internal coatings commonly used in the industrial sector today.
Epoxy Internal Coatings

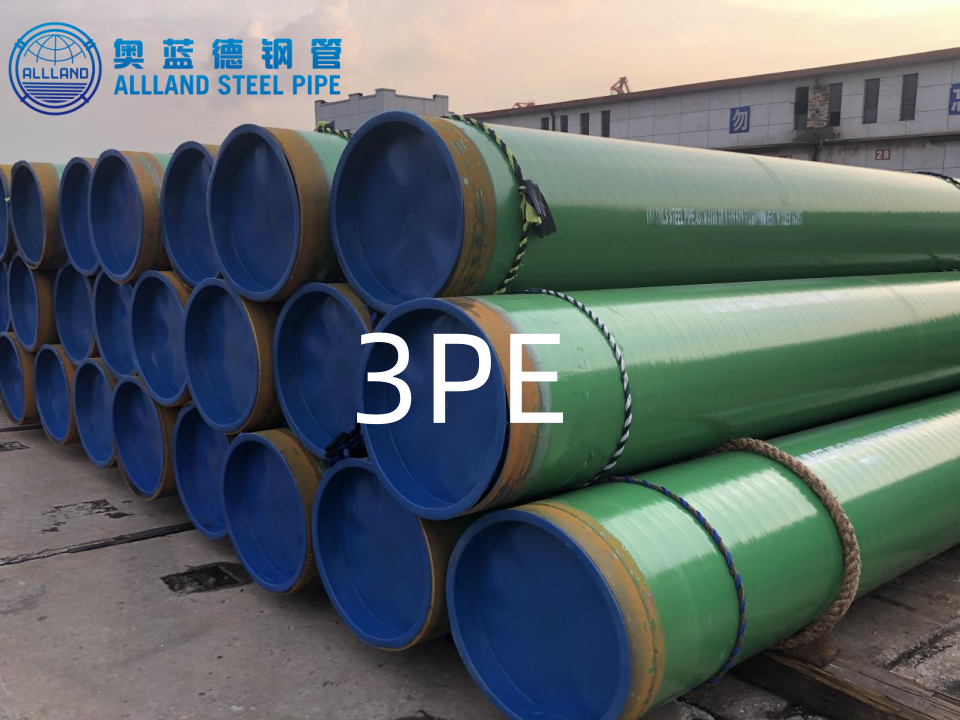
TPEP (Three-Layer Polyethylene) typically refers to a three-layer composite structure applied to the inner wall of steel pipes, consisting of an FBE primer, an adhesive layer, and a polyethylene topcoat. It combines the chemical corrosion resistance of FBE with the mechanical protection of PE.
With its excellent overall performance and integrated internal and external coating design, it is suitable for highly corrosive environments.
Typical applications: offshore pipelines, corrosive soil environments, buried water transmission pipelines, etc.
Cement Mortar Lining (CML)
Cement mortar is applied to the inner walls of steel pipes using centrifugal spraying to form an alkaline protective layer. The high pH environment of the cement mortar passivates the steel pipe surface, thereby preventing corrosion.
This type of internal pipe coating is cost-effective and easy to apply, making it suitable for large-diameter pipes. However, it offers poor resistance to chemical corrosion, and its thickness increases the pipe’s dead weight.
Typical applications: large-scale water transmission pipelines, drainage pipelines, irrigation projects, etc.
Polyethylene/Polypropylene Lining (PE/PP Lining)
A layer of thermoplastic material is applied to the inner wall of ordinary carbon steel pipes using processes such as cold-drawn lamination, rotomolding, or spraying, creating a composite structure with a steel exterior and a plastic interior.
This type of internal pipe coating offers exceptional resistance to chemical corrosion, thereby extending the service life of the steel pipes.
Typical applications: chemical pipelines, transportation of acidic and alkaline media, etc.
Polyurethane Internal Coatings
Polyurethane coatings are elastomeric coatings that offer excellent wear resistance and flexibility, making them ideal for applications involving high wear or requiring elasticity.
They provide superior wear resistance and impact resistance, and feature a very smooth surface.
Typical applications: slurry conveyance pipelines, water conveyance pipelines with high sand content, high-velocity pipelines, etc.
Internal Pipe Coating Selection Guide
Quick Selection Chart by Application Scenario; please refer to this chart in conjunction with actual operating conditions.
| Application | Preferred Internal Pipe Coating | Alternative Coating | Key Considerations |
| Long-distance natural gas pipelines | FBE | Liquid epoxy | High adhesion, resistant to pipeline cleaning. |
| Oilfield gathering and transportation (including H₂S) | FBE | Glass Flake Epoxy | Resistance to acid corrosion. |
| Drinking Water Pipes | Sanitary-grade FBE | Epoxy Coating、CML | Sanitary certification. |
| Seawater/Offshore Piping | Glass Flake Epoxy | FBE、Rubber Lined Steel Pipe | Resistance to chloride ion penetration. |
| Chemical environments with strong acids/strong bases | PP/PTFE Lined Steel Pipe | Glass Flake Vinyl Ester | Chemical resistance. |
| Slurry/sand-laden medium | PU | UPE、Silicon Carbide Reinforced | High wear resistance. |
| Municipal wastewater | Liquid Epoxy Coating | Epoxy Coating | Economical, MIC-resistant. |
| Negative pressure conditions | PE/PP Lined Steel Pipe | High Build FBE | Anti-foaming. |
| High-temperature media (>100°C) | PP Lined Steel Pipe | 3LPP、High Temp FBE Coating | Temperature resistance is a priority. |
Why Choosing the Right Internal Coating Matters
What medium will the steel pipe transport? Under what conditions will it operate? What is its service life?
These factors depend largely on the internal pipe coating. An unsuitable coating can lead to serious operational issues and increase lifecycle costs.
Pipeline Corrosion Risks
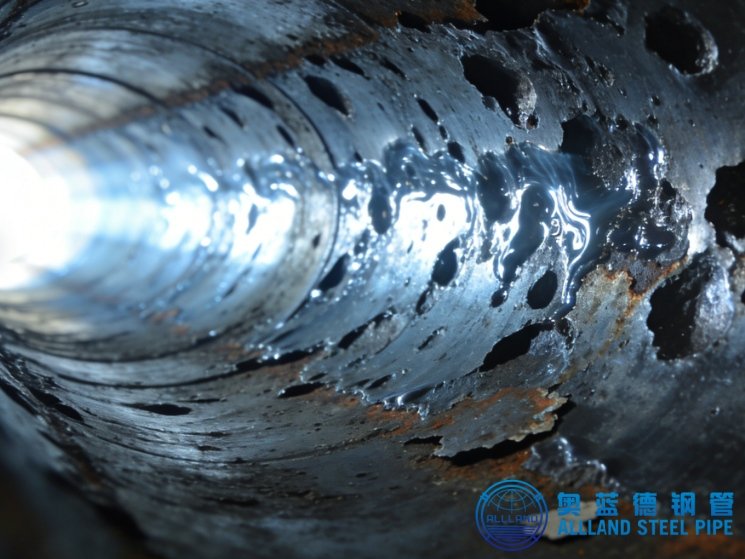
Unprotected steel pipes are prone to corrosion, regardless of how thick their walls may be.
Substances such as acids, sulfides, and high salt content that may be present in the transported medium can cause continuous oxidation, chemical corrosion, and microbial corrosion on the inner walls of the pipes.
Corrosion leads to wall thinning and poses risks such as perforation and leakage, rendering the pipes unusable within just a few years.
FBE (fused-bonded epoxy) or 3LPE (three-layer polyethylene) internal pipe coatings form a chemical barrier between the steel pipe and the transported medium.
Not only does Aolande support FBE and 3LPE internal coating technologies, but its factory-developed “3PE + cathodic protection” dual-action corrosion protection system can extend the service life of pipelines to 50 years.
Increased Energy Consumption
The efficiency of pipeline transportation is a key factor affecting energy consumption. The smoothness of the pipeline’s inner walls directly affects the resistance to fluid flow.
High-quality internal pipe coatings, such as epoxy coatings, provide an extremely smooth surface, thereby reducing flow resistance and significantly saving on electricity or fuel consumption.
Factors Affecting Media Purity
In the transportation of drinking water, the absence of a coating or the use of a substandard coating can lead to the leaching of rust and heavy metal ions, thereby contaminating water resources.
It is essential to select an epoxy or cement mortar interior coating that meets health standards to ensure water quality safety.
The same principle applies to the food and pharmaceutical industries, where it is imperative to ensure that coatings are free from contamination and do not adsorb or leach substances.
Maintenance Cost
During the material selection phase of a project, one must not focus solely on price while neglecting the total lifecycle cost.
Choosing cheap, low-quality coatings leads to a host of problems after commissioning, such as frequent maintenance, production shutdowns for pipeline cleaning, and corrosion-related leaks. These hidden costs often amount to several times—or even dozens of times—the initial “savings.”
When selecting the right internal pipe coating, the most critical factor is long-term benefits.
Adapt to Local Conditions
Different transport media and external environments impose vastly different requirements on coatings. We must evaluate the suitability of coatings based on the specific conditions of each project.
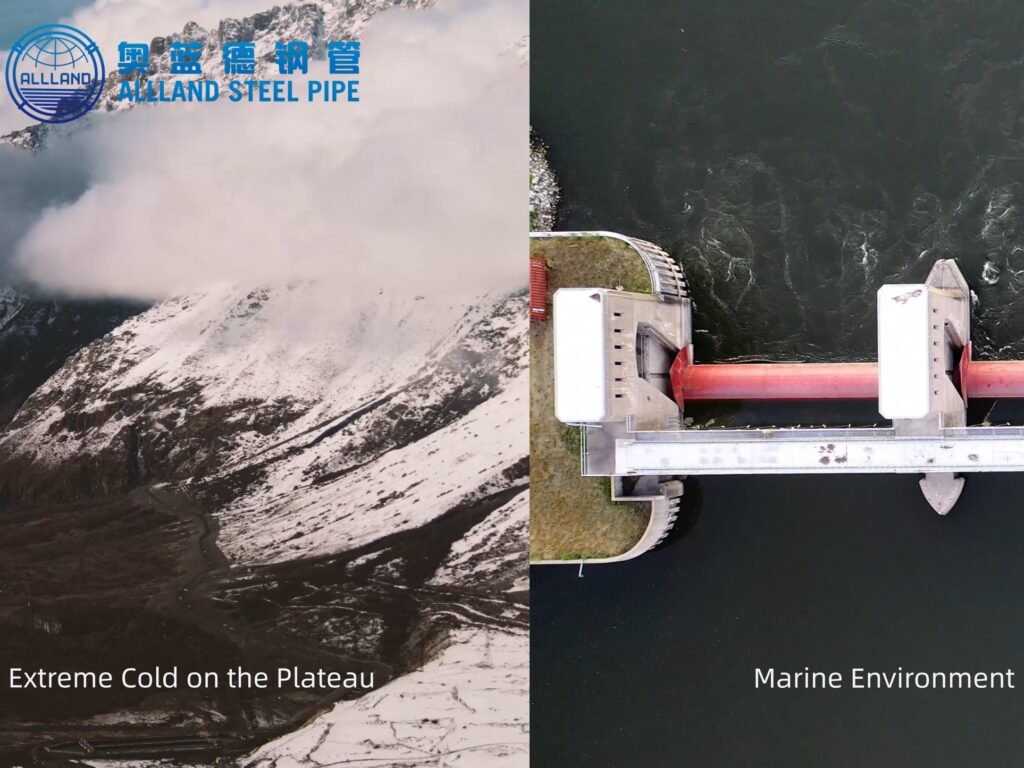
High-temperature media, such as heavy oil and steam, can exceed the temperature tolerance of standard coatings, causing them to soften, bubble, or even peel off. For such operating conditions, we can opt for 3LPP (three-layer polypropylene), which can withstand temperatures up to 140°C.
Similarly, in marine environments where chloride ion penetration and pitting corrosion are severe, we can consider 3LPE or epoxy powder coatings, which offer excellent resistance to chloride ion penetration.
Key Factors to Consider When Selecting Internal Pipe Coating
There are numerous types of internal pipe coatings available on the market, and selecting the appropriate internal coating is a critical decision in pipeline engineering design. It directly impacts the pipeline’s service life, transport efficiency, cost, and safety.
The following are key factors to consider in practical engineering applications:
Type of Conveyed Medium
The chemical properties of the medium are the primary factor in selecting the inner lining.
Does the medium contain acidic gases, salts, or solid salt particles? Factors such as the pH range and temperature must all be taken into consideration.
Different media cause varying degrees of corrosion to the lining. The recommended internal pipe coating types below are provided for reference; in actual applications, the specific operating environment of the project’s piping system must be taken into account.
Quick Coating Selection Guide
| Media Type | Corrosion Risk | Coating Requirements | Recommended Internal Pipe Coating |
| Crude Oil / Natural Gas (with H₂S, CO₂) | Sour corrosion, stress corrosion cracking (SCC) | Excellent chemical resistance, low permeability | FBE、3LPE |
| Brine / Seawater | Chloride penetration, pitting corrosion | High resistance to permeability, salt spray resistance | FBE、Glass Flake Epoxy Coating |
| Strong Acids / Alkalis (Chemical Media) | Chemical corrosion, coating swelling | Superior chemical resistance | Glass Flake Vinyl Ester Coating, PTFE Lining |
| Potable Water | Rust contamination, bacterial growth | Hygienic certification, non-leaching | Epoxy Coating (NSF/ANSI 61 Certified), CML |
| Slurry / Mud (with sand) | Abrasion + corrosion | High hardness, excellent wear resistance | Silicon Carbide (SiC) Reinforced Coating, Polyurethane (PU) Elastomer Lining |
Operating Temperature and Pressure
Temperature is a key factor affecting the performance and service life of internal pipe coatings.
| Operating Temperature | Coating Requirements | Recommended Coatings |
| < 60°C | Standard corrosion protection, wide selection | Epoxy Coating、FBE、3LPE |
| 60-100°C | Coatings with moderate heat resistance | FBE、Polyurethane (PU) Lining, Modified Epoxy Coating |
| 100-140°C | High-temperature specialized coatings | 3LPP、High Temperature Resistant FBE |
| > 140°C | Extreme high temperature, special design required | Glass Lining, Ceramic Coating, High Temperature Resistant Polymers |
Coatings must not only provide corrosion protection but also withstand the forces exerted during construction or by various machinery; pressure affects both adhesion and durability.
| High Pressure(>10MPa) | FBE、Liquid Epoxy Coating | Thin coating, strong adhesion, no risk of lining delamination. |
| Medium Pressure(2.5-10MPa) | FBE、Glass Flake Epoxy Coating、PP Lined Steel Pipe | Balances corrosion protection and pressure resistance. |
| Low Pressure(≤2.5MPa) | PE Lined Steel Pipe, 、CML、Epoxy Powder Coating | Cost-effective, selection based on media type. |
| Vacuum / Negative Pressure | PE / PP Lined Steel Pipe, High Build FBE | Strong resistance to blistering under negative pressure. |
Service Life Expectations
The total lifecycle cost of pipelines is an issue that is often overlooked during the initial selection phase of many projects.
When selecting a coating, we must consider factors related to service life and cost-effectiveness, such as the project’s design life in years and the sensitivity to maintenance costs in the long term.
Compliance with Standard
Different industries, countries, and regions have specific regulatory requirements and standards for pipeline coatings. We must select product coatings that comply with these standards.
ALLLAND holds API certification, ISO system certification, and CE/CNAS accreditation, ensuring that our internal coatings meet international standards such as API RP 5L2 and ISO 15741.
| API RP 5L2 | One of the most essential recommended specifications for internal pipeline coatings (oil and gas industry). |
| SY/T 0315 | For FBE. |
| GB/T 23257 | Corrosion Protection for Buried Steel Pipes. |
| SY/T 0457 | Technical Specifications for Anti-Corrosion Coatings on Steel Pipes. |
| GB/T 17219 | Hygiene and Safety Requirements for Drinking Water Distribution Piping and Materials. |
| EN 10301 | Epoxy coating on the inner and outer surfaces of steel pipes. |
| EN 10298 | General Requirements for Pipe Coatings. |
| NSF/ANSI 61 | One of the most important certifications for materials in contact with drinking water worldwide. |
Applications of Internal Pipe Coating
Internal pipeline coating technology has reached a high level of maturity and is now widely used in various industrial sectors.
Oil and Gas Industry
Oil and gas pipelines represent one of the most widespread and technically demanding applications for internal pipeline coatings. The transported media are primarily crude oil and natural gas, which often contain corrosive components.
Examples include oil and gas field gathering pipelines, long-distance oil and gas pipelines, and subsea pipelines.
Coating types such as FBE, glass flake epoxy, and 3LPP are well-suited to withstand the corrosive effects of the transported media and operate reliably under high-temperature or high-pressure conditions.

Municipal Water Supply and Sewerage Industry
Municipal water supply and drainage pipelines are critical to public health and environmental safety, and are subject to strict regulations regarding the hygiene standards and durability of their internal coatings.
Since drinking water supply pipelines carry drinking water, the internal coatings selected must comply with hygiene standards, such as food-grade FBE, epoxy-coated plastic, and cement mortar linings.
Municipal Drainage/Sewer Pipes
For conveyance pipelines of this type, which may contain corrosive substances such as H₂S, microorganisms, and suspended solids.
It is recommended to useglass flake epoxy, polyurethane, or epoxy-coated plastic to prevent microbiologically induced corrosion (MIC) and erosion corrosion.
Fire Protection Pipes
Fire Pipe are generally in a static state for a long time, but occasionally face high pressure.
Epoxy coating or traditional galvanizing can be applied to situations where static corrosion and scaling blockage occur.
Chemical and Industrial Sectors
The types of media transported in chemical industry pipelines are more complex, placing extremely high demands on the chemical corrosion resistance of the internal coating.
Main applications include chemical process pipelines, power industry pipelines, and steel and metallurgical industries, requiring the selection of internal coatings (glass flake vinyl ester, steel-lined PP/PTFE, polyurethane, etc.) that effectively withstand strong chemical corrosion and high-temperature oxidation.
Your Trusted Internal Pipe Coating Supplier
The importance of internal pipe coatings cannot be overlooked, making the selection of a reliable internal coating manufacturer crucial.
ALLLAND STEEL PIPE offers a variety of internal coating solutions, including FBE, TPEP, internal and external plastic coatings, and 2LPE/3LPE/2LPP/3LPP coatings.
From raw materials to finished products, we ensure consistent pipe production quality while providing flexible coating solutions tailored to customer needs.
Our factoryhas five anti-corrosion coating production lines with an annual production capacity of 4 million square meters of pipeline anti-corrosion coating, and is capable of processing internal coatings for large-diameter pipelines (48mm – 3200mm).
Our production workshop is intelligent and large-scale, and our clients include national strategic projects such as the West-East Gas Pipeline and the China-Russia East Route Gas Pipeline.
Our “ALLLAND Five-Dimensional Quality System” enables full-process traceability from raw materials to finished products, ensuring stable coating quality.
Leveraging the exceptional capabilities of ALLLAND STEEL PIPE, our internally coated steel pipes have been widely used in projects across numerous countries for over 20 years, including the West-East Gas Pipeline, the China-Russia Eastern Route, and the Russian Arctic LNG 2 project.
Through past and present project participation, the reliability of ALLLAND STEEL PIPE has been proven and continues to improve steadily.




{kind=link}
{kind=link}
{kind=link}