

Welcome to ALLLAND Steel Pipe Co., Ltd.
ALLLAND Steel Pipe Supply
Welcome to ALLLAND Steel Pipe Manufacturing. In projects such as oil and gas transmission or long-distance pipelines, corrosion protection is key to ensuring the pipeline’s longevity. ALLLAND offers DIN 30670 3LPE steel pipes that are corrosion-resistant and impact-resistant. With our proven manufacturing processes and quality control systems, ALLLAND’s steel pipes are widely used in various fields, including oil and gas transmission, municipal engineering, and energy projects. If you are looking for reliable and durable corrosion-resistant steel pipes, choose ALLLAND STEEL PIPE.
Alllandsteel is a steel pipe manufacturer based in China with 25 years of experience.
The facility spans 22,000 square meters, represents a RMB 700 million investment, and operates four production lines (JCOE, ERW, SMLS, SSAW) alongside five coating lines.
With an annual production capacity of 250,000 tons, the factory covers specifications ranging from Ø406 to Ø1524 and holds multiple international certifications (API/ASTM/EN/ISO/JIS). Focused on steel pipes, creating value for you!
HOT PRODUCTS
POPULAR ARTICLES
DIN 30670 is a German standard specifically addressing external polyethylene (PE) anti-corrosion coatings for steel pipes and fittings; its full title is “Polyethylene coatings of steel pipes and fittings.”
This standard is widely used in projects such as oil and gas transmission and water supply.
The latest revised version of the standard is DIN 30670:2014-04.
It primarily specifies the materials, processes, performance requirements, and testing methods for factory-applied three-layer extruded polyethylene (3LPE) coatings and single- or multi-layer sintered polyethylene coatings on the exterior of steel pipes intended for underground or underwater installation.
Applicable Types:
Carbon Steel & Alloy Steel Pipes
(LSAW, ERW, SMLS)
Pipe fittings (elbows, tees, etc.)
Applicable Pipe Diameter:
DN ≥ 50 (≈ 2″), expandable large-diameter LSAW/SSAW pipes.
Key Specifications for Coating Structures:
Three-Layer Polyethylene Coating (3LPE)
Coating Thickness Grade:
N(Normal)
V(Reinforced)
Test Items:
Key Performance Requirements:
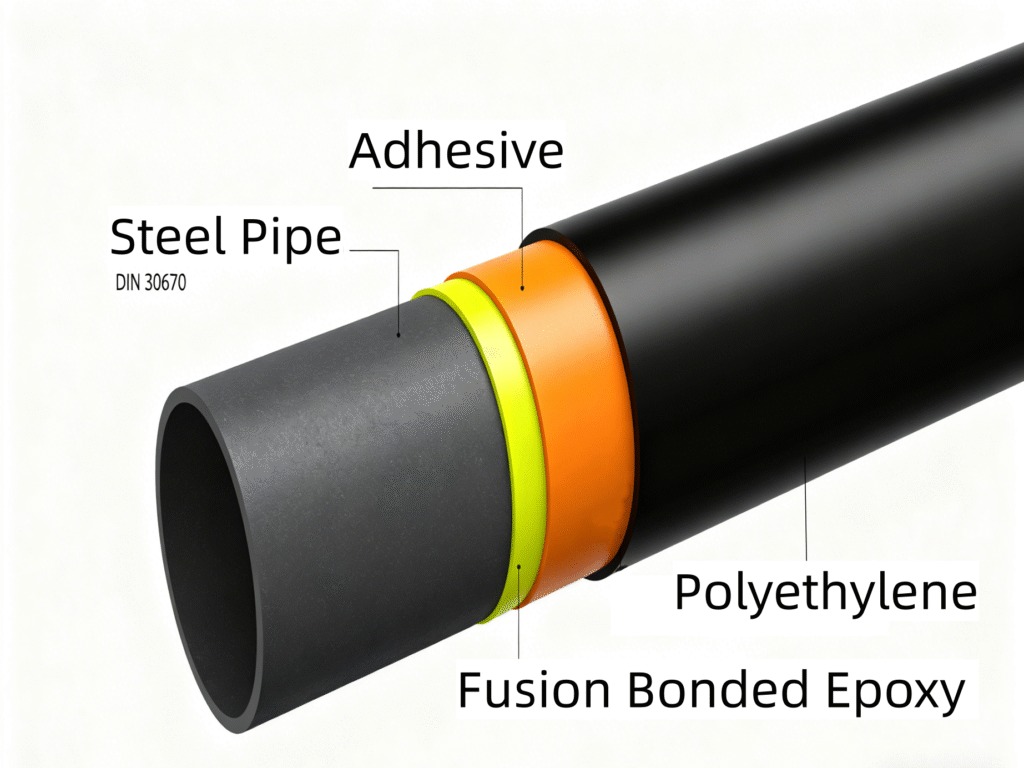
The typical coating specified in DIN 30670 consists of three layers: the first layer is Fusion-Bonded Epoxy (FBE), the second layer is an Adhesive,and an extruded Polyethylene (PE) outer layer.
The thickness of the Fusion Bonded Epoxy (FBE) coating is typically ≥ 60–150 μm.
As the first layer, its function is to create strong adhesion with the steel substrate and provide a basic layer of corrosion protection.
The second layer, the adhesive, is approximately 170–400 μm thick and serves to bond the FBE to the PE layer.
The third layer, polyethylene (PE), ranges in thickness from 1.8 mm to 3.7 mm, or even thicker.
As the outermost layer, it must be impact- and scratch-resistant, providing mechanical protection for the steel pipe and preventing liquid penetration.
The more severe the corrosive environment or the higher the mechanical risk of the project, the thicker the coating.
In DIN 30670, coating thickness is not a single value; instead, it is divided into the following three thickness classes:
| Class | Name | Meaning | Total thickness range |
| N | Normal | Standard Thickness | ≈ 1.8 – 2.5 mm |
| V | Increased | Reinforced Grade | ≈ 2.5 – 3.2 mm |
| S | Special | Extra-Reinforced Grade | ≈ 3.2–4.5 mm (or even higher) |
Class N is generally used for basic corrosion protection and is relatively low-cost.
Class V is the most commonly used coating thickness grade. It offers good overall performance in terms of corrosion resistance and resistance to mechanical damage, and is suitable for long-distance oil and gas pipelines, urban gas systems, and general underground environments.
Class S provides extremely strong mechanical protection and is often used in high-risk environments, such as rocky strata, areas with high groundwater levels, and subsea pipelines.
The primary purpose of the thickness specifications in DIN 30670 is to “enhance external damage resistance,” so the thickness is primarily controlled in the PE layer.
| Nominal size | Minimum thickness (mm) | |
| normal (n) | Increased (v) | |
| ≤ DN 100 | 1.8 | 2.5 |
| > DN 100 ≤ DN 250 | 2.0 | 2.7 |
| > DN 250 < DN 500 | 2.2 | 2.9 |
| ≥ DN 500 < DN 800 | 2.5 | 3.2 |
| ≥ DN 800 | 3.0 | 3.7 |
DIN 30670 not only specifies the structure and thickness of coatings but also classifies coating types based on design temperature.
Temperature directly affects the service life of coatings, which is a critical yet often overlooked factor.
Different types of 3LPE coating systems should be used under different operating conditions.
| Type | Area of application | |
| N | S | |
| Design temperatures for sintered polyethylene coatings | −20 °C~ +50 °C | −40 °C ~+70 °C |
| Design temperatures for extruded polyethylene coatings | −20 °C ~+60 °C | −40 °C ~ +80 °C |
Surface preparation prior to coating determines the subsequent service life of the coating. DIN 30670 specifies that shot blasting must be performed before coating.
Shot blasting shall be performed in accordance with ISO 8501-1 to achieve a Sa 2.5 cleaning grade. The surface roughness is typically controlled between 50 and 100 μm.
Shot blasting is used to remove rust from the surface; however, the shot blasting process and any subsequent necessary work must not reduce the minimum wall thickness specified in the steel pipe delivery standards.
DIN 30670 specifies performance requirements for coating systems and the materials used, primarily covering adhesion, impact resistance, cathodic delamination, temperature resistance, and water resistance, and outlines the relevant testing procedures.
Properties of sintered coatings | |
| Property | Requirement |
Degree of cure of epoxy resin | according to the manufacturer’s specification |
Cathodic disbondment (CD test) | 23 °C/28 d or 60 °C/2 d max. 7 mm |
| Peel strength | Single-layer method: Type N: 35 N/cm at 23 °C 15 N/cm at 50 °C Type S: 35 N/cm at 23 °C 15 N/cm at 70 °C Three-layer method: Type N: 45 N/cm (23 °C) 20 N/cm (50 °C) Type S: 70 N/cm (23 °C) 30 N/cm (70 °C) |
Continuity (holiday detection) | No discharges |
Elongation at break (23 °C ± 2 °C) | min. 300 % |
Impact resistance (23 °C ± 2 °C) | Type N: ≥ 5 J/mm Type S: ≥ 7 J/mm |
Low temperature impact resistance | Type N: ≥ 5 J/mm (−20 °C ± 2 °C) Type S: ≥ 7 J/mm (−40 °C ± 2 °C) |
| Indentation resistance | Type N: max. 0,2 mm (23 °C) max. 0,3 mm (50 °C) Type S: max. 0,2 mm (23 °C) max. 0,4 mm (70 °C) |
Specific electrical coating resistance (23 °C ± 2 °C) | ≥ 10 8 Ωm² |
| UV resistance | ΔMFR ± 35 % |
Thermal ageing resistance | ΔMFR ± 35 % |
| For single-layer sintered coatings the CD text may be subject to agreement. | |
For single-layer sintered coatings the level of adhesion of the polyethylene to the steel substrate shall be assessed. | |
Properties of extruded coatings | |
| Property | Requirement |
Degree of cure of epoxy resin | according to the manufacturer’s specification |
Cathodic disbondment (CD test) | 23 °C/28 d or 60 °C/2 d max. 7 mm |
| Peel strength | Sleeve extrusion Type N: 45 N/cm (23 °C) 15 N/cm (50 °C) Type S: 60 N/cm (23 °C) 25 N/cm (70 °C) Sheet extrusion Type N: 100 N/cm (23 °C) 20 N/cm (50 °C) Type S: 150 N/cm (23 °C) 30 N/cm (70 °C) |
Continuity (holiday detection) | No discharges |
Elongation at break (23 °C ± 2 °C) | min. 400 % |
MFR On delivery of material /after application | Δ MFR ± 20 % |
Impact resistance (23 °C ± 2 °C) | Type N: ≥ 5 J/mm Type S: ≥ 7 J/mm |
Low temperature impact resistance | Type N: ≥ 5 J/mm (−20 °C ± 2 °C) Type S: ≥ 7 J/mm (−40 °C ± 2 °C) |
| Indentation resistance | Type N: max. 0,2 mm (23 °C) max. 0,3 mm (50 °C) Type S: max. 0,2 mm (23 °C) max. 0,4 mm (70 °C) |
Specific electrical coating resistance (23 °C ± 2 °C) | ≥ 108 Ωm2 |
| UV resistance | ΔMFR ± 35 % |
| UV resistance | Δ MFR ± 35 % |
The Holiday Test is used to detect “penetrating defects” in the coating, ensuring that the coating provides 100% continuous insulation.
If pinholes, leaks, or uncovered areas are present in the coating, they can lead to localized corrosion and premature failure of the pipeline.
Long-distance Oil and Gas Pipelines
This is the core application area, including crude oil pipelines, natural gas pipelines, and refined oil transportation. Extruded 3LP with thickness grades V or S is recommended.
Urban Gas Networks
Low- and medium-pressure gas pipelines and underground urban pipeline networks.
Subsea Pipelines (Offshore Pipelines)
Subsea oil pipelines, subsea natural gas pipelines
HDD (Horizontal Directional Drilling) Projects
These applications are subject to extreme mechanical stress; Class S is recommended, and an additional protective outer layer may be added based on actual conditions.
Industrial Water Supply Pipelines
Raw water conveyance, cooling water systems, industrial circulating water systems
| Project | DIN 30670 | ISO 21809-1 |
| Origin | Germany | International |
| Scope of Application | Major European | Global Oil and Gas |
| System | 3LPE | Various Coating Systems |
| Project | DIN 30670 | AWWA C210 |
| Coating | 3LPE | Liquid Epoxy |
| Thickness | Thick | Thin |
| Mechanical Protection | Strong | Normal |
Fill in the form below and our team will be happy to assist you







{kind=link}
{kind=link}
{kind=link}