



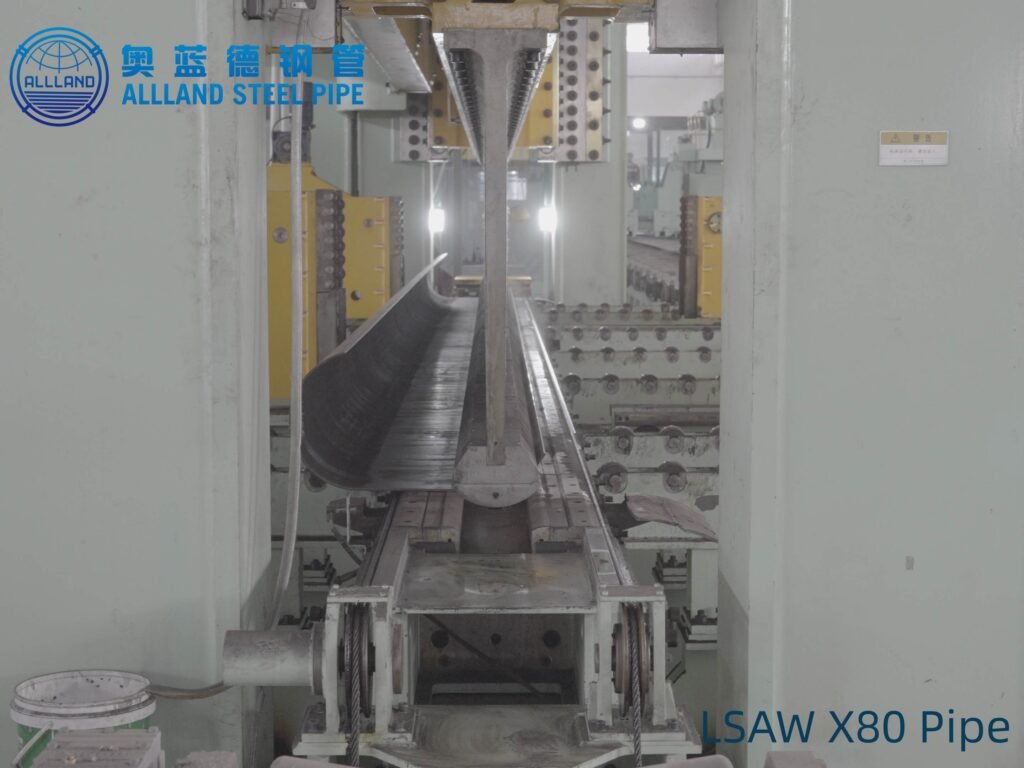
What is LSAW X80 Pipe?
LSAW is a method of manufacturing steel pipes: Longitudinally Submerged Arc Welded (LSAW).
In this process, steel plates are rolled into “U” and “O” shapes, then welded together to form a steel pipe with a longitudinal straight weld.
X80 is a line pipe steel grade classified according to API 5L (American Petroleum Institute Standard), where “X” stands for line pipe and “80” denotes a minimum yield strength of 80 ksi (≈ 555 MPa).
X80 is a high-strength steel grade, and in practical applications, it is typically supplied in accordance with the PSL2 classification.
X80 steel pipes exhibit excellent low-temperature toughness and combine strength with weldability, making them widely used in high-pressure long-distance oil and gas pipelines.
LSAW X80 Wall Thickness Dimensions
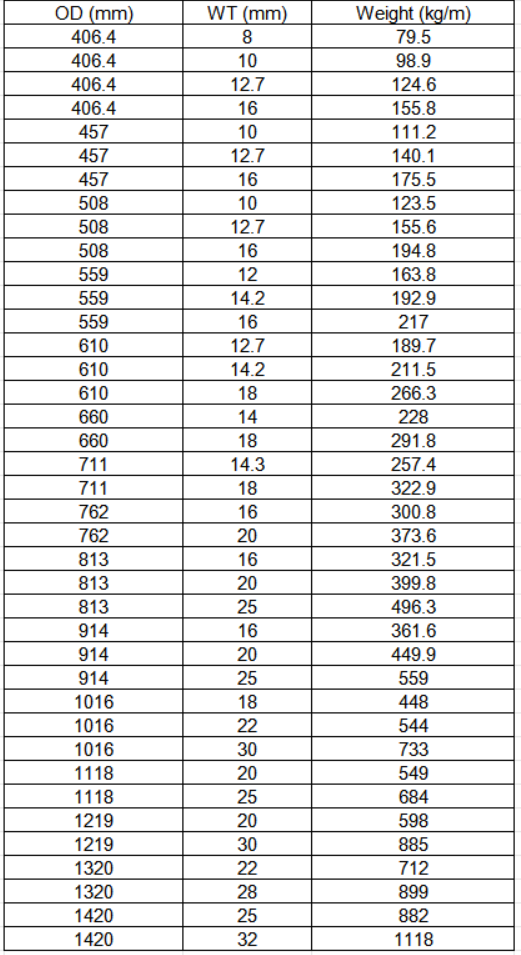
The wall thickness range of LSAW X80 steel pipes is not fixed but depends on factors such as design pressure, manufacturing process (UOE/JCOE), pipe diameter, and applicable standards (API 5L, DNV, etc.).
For the same outer diameter, the larger the diameter, the thicker the wall, and the greater the pressure-bearing capacity.
ALLLAND STEEL PIPE not only strictly adheres to API standards but also offers customized pipe designs tailored to specific project requirements, covering everything from pipe diameter and wall thickness to weld treatment, and providing a one-stop supply chain from raw materials to finished products.
LSAW X80 Typical Wall Thickness Range
LSAW is primarily used for large-diameter pipes, with wall thicknesses typically ranging from 8 mm to 50 mm.
Outer diameter (OD) range: 16“ – 24” (406–610 mm). Common wall thickness range: 9 – 25 mm.
Outer diameter (OD) range: 24“ – 48” (610–1220 mm). Common wall thickness range: 12 – 35 mm.
Outer diameter (OD) range: >48″ (>1220 mm). Common wall thickness range: 20 – 50 mm.
ALLLAND operates a complete JCOE forming line, enabling us to maintain wall thickness tolerances within a tighter range. Our steel pipe forming machines have a maximum pressure of 3,500 tons and can reliably form X80 thick-walled pipes.
During the production process, ALLLAND employs more than 40 patented technologies, including automated welding and laser tracking inspection, achieving a weld penetration depth uniformity of 98.7%.
The primary application of X80 is in high-pressure long-distance transmission pipelines, with wall thicknesses typically ranging from 20 mm to 40 mm.
X80 is rarely used in small-diameter applications, such as low-pressure or straight-line pipelines with diameters of 6–12 mm, as it is not cost-effective.
How to Calculate LSAW X80 Wall Thickness
Based on API 5L, the wall thickness of LSAW X80 is typically calculated using piping design formulas.
The most commonly used formula (refer to piping code ASME B31.8):
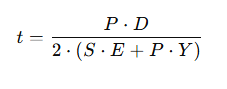
| t | Wall Thickness(mm) |
| P | Allowable Pressure(MPa) |
| D | Outer Diameter(mm) |
| S | Allowable Stress |
| E | Weld Joint Factor |
| Y | Dependent on material, optional |
For X80, SMYS (minimum yield strength) = 555 MPa, and S = 0.72 × SMYS.
In practical applications, the wall thickness must also account for additional allowances such as corrosion allowance (CA), manufacturing tolerances, and safety margins; therefore, the actual wall thickness will always be greater than the theoretical value.
Factors Affecting X80 Wall Thickness Selection
As mentioned earlier, under the API 5L system, the wall thickness of LSAW X80 is not a fixed value.
Thicker is not necessarily better; excessive thickness can lead to issues such as welding, crack arrestment, and cost. Nor is thinner necessarily better; excessive thinness can result in a lack of stability and increase manufacturing difficulty.
Therefore, when selecting the wall thickness for LSAW X80, the following factors should generally be considered:
LSAW X80 Design Pressure
This is the most critical factor affecting wall thickness; higher pressure requires a greater wall thickness.
High-pressure natural gas pipelines, for which LSAW X80 is most commonly used, typically require thicker walls.
Compared to the X70 or X65 grades, the X80 allows for a wall thickness reduction of approximately 10% to 20% under the same pressure and pipe diameter, thereby saving on steel and transportation costs.
ALLLAND is equipped with advanced and comprehensive testing equipment for welded steel pipes, ensuring the quality of the welds and the pipes’ pressure-bearing capacity.
LSAW X80 Pipe Diameter
Pipe diameter is the primary factor in selecting wall thickness.
Under the same pressure, the larger the pipe diameter, the greater the wall thickness, with the two being linearly proportional.
API 5L specifies the diameter-to-wall-thickness ratio (D/t) for X80; the established range for the LSAW process is 50–70.
A ratio between 40 and 65 represents the optimal range for X80 LSAW, where manufacturing is most mature and cost-effectiveness is highest.

Material Strength
According to the formula for calculating wall thickness, wall thickness is inversely proportional to strength; the advantage of X80 lies in its minimum yield strength (SMYS).
Comparison of Different Steel Grades
| Grade | Minimum Yield Strength MPa | Theoretical Minimum Wall Thickness mm | Wall Thickness Ratio Relative to the X80 |
| X65 | 450 | 22.6 | +22% |
| X70 | 485 | 21.0 | +13% |
| X80 | 555 | 18.4 | 0% |
| X100 | 690 | 14.8 | -20% |
For pipes of the same diameter, X80 allows for a wall thickness reduction of approximately 13% compared to X70 and approximately 22% compared to X65, resulting in steel savings of 75 to 120 tons per kilometer.
This yields significant economic benefits in large-diameter, long-distance pipelines.
Strength Improvement, Higher D/t Ratio
| Grade | Wall Thickness mm | Diameter-to-Thickness Ratio (D/t) | Manufacturing Difficulty |
| X65 | 22.6 | 54 | Easy |
| X70 | 21.0 | 58 | Easy |
| X80 | 18.4 | 66 | Medium |
| X100 | 14.8 | 82 | Hard |
The D/t ratio of X80 is 66, which is still within the mature range of LSAW process (50~70).
The D/t ratio of X100 has exceeded the conventional range of LSAW process, and it is prone to instability in forming.
Usually, it is necessary to sacrifice strength and use spiral welded pipe or increase the wall thickness.
Corrosion Allowance
This is a factor that must be taken into account in actual engineering projects.
For pipelines transporting oil and gas containing H₂S (acidic media) or for underground pipelines exposed to highly corrosive soil, a corrosion allowance (typically 1–3 mm) must be added to the wall thickness determined by strength calculations.
The more severe the corrosive environment, the greater the corrosion allowance required.
X80 can be used in corrosive subsea pipelines; however, when used in acidic environments, the selection of wall thickness is subject to stricter requirements and must be validated through HIC (hydrogen-induced cracking) testing.
Temperature
Temperature affects material properties; at low temperatures, X80 steel undergoes a ductile-to-brittle transition—shifting from a ductile fracture mode to a brittle fracture mode.
In actual engineering applications, the X80 impact energy at -30°C or -40°C must still be ≥120 J or even ≥200 J to ensure low-temperature toughness.
Through the low-temperature metallurgical design (ultra-low sulfur, phosphorus, TMCP controlled rolling) and welding process control of X80, it can meet the requirements for use under conditions of –30℃ to -40℃.
Crack Prevention in Low-Temperature Environments
This is the most critical challenge the X80 faces in cold regions.
Ductile fracture means that once a crack forms, it will rapidly propagate over long distances, posing a unique risk to high-pressure gas transmission pipelines.
ALLLAND is equipped with a drop-weight impact tester (DWTT), which is essential for testing X80 to verify its low-temperature fracture resistance.
Fracture toughness requirements: f(P, D, t, T).
The lower the temperature, the higher the required fracture toughness; the risk of ductile fracture is often reduced by increasing the wall thickness.
During prolonged service at high temperatures, steel may undergo creep deformation.
X80 is generally not recommended for operating conditions exceeding 120°C; if used, the wall thickness must be increased by an additional creep allowance (typically +20% to 30%).
Safety Requirements
The following formula for calculating wall thickness is also commonly used in engineering, where F is the design factor, which directly reflects the safety level.
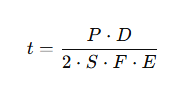
- P:Design Pressure
- D:Outer Diameter
- S:SMYS (Minimum yield strength)
- F:Design Factor
- E:Weld Joint Factor
Safety ratings vary by region; the higher the safety rating, the larger the design factor and the greater the wall thickness.
LSAW X80 vs X70 Wall Thickness
Both X80 and X70 are the most commonly used high-grade pipeline steels in high-pressure gas transmission pipelines.
However, for the same pipe diameter, X80 allows for a wall thickness reduction of approximately 10% to 20% compared to X70, while offering superior strength.
This is the wall-thinning advantage of X80 that we mentioned earlier, which helps save steel and reduce costs.This also places higher demands on the manufacturing process, particularly regarding weld quality and the consistency of the base metal.
ALLLAND has over 20 years of experience in manufacturing high-grade steel pipes and has obtained certifications from API, ISO, CE, and CNAS, ensuring that X80 steel pipes maintain stable weld performance and structural integrity even under high-stress conditions.
| Wall Thickness Range | X70 | X80 | Thinning Ratio | X80 Applicability |
| <10mm | Applicable | Restricted | 0%~10% | Not recommended; it creates difficulties. HFW is generally recommended. |
| 10~15mm | Applicable | Applicable | 10%~13% | The reduction in wall thickness is significant. |
| 15~25mm | Applicable | Applicable | 12%~15% | The Sweet Spot: Optimal Fuel Efficiency. |
| 25~32mm | Applicable | Capable of Producing | 12%~13% | Difficult to manufacture; requires evaluation. |
| >32mm | Applicable | Rarely Used | – | Switch to X70 or X65. |
For projects involving large-diameter pipes (>1,000 mm), long distances (>100 km), and medium safety levels, the total life-cycle cost of X80 can be 8% to 15% lower than that of X70.
Common Applications of LSAW X80 Pipes
LSAW X80 steel pipes offer excellent overall performance due to their high strength, high toughness, and suitability for large diameters. They are widely used in the oil and gas industries and other high-pressure engineering applications.
Key Application: Long-distance high-pressure natural gas transmission pipelines
LSAW X80 steel pipes have been used in several major projects, such as the West-East Gas Pipeline and the China-Russia Eastern Route.
The West-to-East Gas Pipeline Project is a landmark initiative marking the large-scale application of X80-grade steel in China. The fact that ALLLAND has participated in this project serves as clear evidence of its capability to supply high-end pipeline pipes.
Such projects typically require large-diameter steel pipes, which can only be produced using LSAW or spiral-welded technology; LSAW pipes feature shorter welds and superior structural integrity.
By leveraging the high strength of X80 steel, wall thickness can be reduced while maintaining the same pressure rating, thereby lowering costs for long-distance transmission pipelines.
Offshore Pipelines (Subsea Pipelines)
Marine environments require steel pipes to possess reliable resistance to external pressure and fracture toughness.
In applications such as deep-sea oil and gas development and subsea gas pipelines, LSAW X80 offers significant advantages.
ALLLAND is equipped with a comprehensive range of anti-corrosion capabilities, including coating types such as 3LPE/3LPP, FBE, and TPEP, which extend the service life of the steel pipes.
Pipelines in High-Altitude Cold Regions
In extremely cold regions, pipelines face the risk of low-temperature brittle fracture, so the requirements for the material’s low-temperature toughness are stringent.
For example, the DWTT (Drop Weight Tear Test) and CVN (Impact Toughness) tests conducted at ALLLAND STEEL PIPE are key indicators for evaluating the fracture resistance of steel pipes.
LSAW X80 features a short weld, which reduces the risk of low-temperature fracture. Through specialized metallurgical design, it meets the low-temperature toughness requirements at -40°C.
FAQ
1. Compared to the X70, can the X80 reduce wall thickness?
Yes, this is a key advantage of the X80. Compared to the X70, the X80 can consistently reduce wall thickness by approximately 12% to 13%, significantly lowering production costs.
2. What are the advantages of LSAW X80?
LSAW X80 combines high strength with advanced submerged arc welding technology. Its unique wall-thinning capability allows for a wall thickness reduction of approximately 12% to 13% compared to X70 under the same pressure conditions.
This makes it an ideal choice for large-diameter, high-pressure, and long-distance pipeline transportation applications, balancing both safety and cost-effectiveness.
3. What is the standard wall thickness for X80 steel pipes?
X80 steel pipes do not have a “standard fixed wall thickness”; common wall thicknesses range from 8 mm to 50 mm.
The wall thickness of X80 pipes is typically determined by factors such as operating pressure, manufacturing process, pipe diameter, applicable standards, and corrosion allowance.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}